

消费电子行业的持续创新热潮使得消费者们对产品技术改进速度的期望达到一个前所未有的高度。不但产品变得越来越复杂,日益激烈的竞争也大大缩短了典型的设计周期。因此,如果一个企业能够通过高效的设计和测试流程将一个产品从原理图转变为产品,那么它就具有了行业的竞争优势。
虽然完善开发工艺往往需要企业进行变革,但工程师也可以采取一些实用的技巧来缩短产品上市时间。本文章不仅探讨了如何通过简单的设计选择来实现更佳的制造工艺,也讨论了如何慎重地选择测试软件和硬件。三个最重要的最佳实践包括:
• 可制造性设计和调试• 编写可扩展且可复用的测试代码
• 复制开发过程中各个阶段的物理制造环境
为了了解从产品设计到产品测试的最佳实践,我们必须考虑到生产测试目的往往与设计验证目的大相径庭。设计验证测试是为了验证产品在各种操作条件下满足规格参数。而生产测试的目的是确保产品能够正确组装,并且各个组建能够正常运作。尽管这两个目的之间存在差异,工程师可以通过精心的设计将验证测试开发应用于制造中。请注意,尽管此处描述的最佳实践专门应用于射频产品开发,但其中的原理适用于任何类型的商业产品设计。
可制造性设计
在许多企业中,开发小组往往到了设计周期的最后环节才会考虑生产测试。然而,为了在生产中也能够利用设计阶段的一些成果,设计人员必须从设计初期就预期生产测试可能存在的问题。很多时候,如果在设计过程早期就考虑生产测试,就可对测试信号/电路的布局和接入做出更加合适的决策,从而减少验证和生产测试的总体成本。
例如,在产品的初始设计中添加高度集成的ASIC等控制电路往往是非常困难的。这使得需要用昂贵的测试设备来仿真设备的运行环境– 从而导致更长的测试时间和更昂贵的测试成本。例如,手机芯片缺乏非信令模式将会大大增加产品的验证时间。如果产品的初始设计没有包含非信令模式,工程师将不得不以更昂贵的成本来测试无线电,同时基站的仿真进程也会大大减慢。因此,通过在产品的初始设计中添加关键控制电路,工程师使用信号发生器和信号分析仪等成本较低的测试设备就能能够缩短验证所需要的时间。
减少潜在生产问题的一种最简单的方法是严格遵守设计规则,如元件间距、“排除区域”以及正确的焊盘形状,以防止出现元件”立起”。PCB制造商和芯片制造商通常会提供设计规则检查软件,以确保设计的产品可实际投入制造。从最初的电路布局开始就一直遵循这些设计准则是非常重要的。尽管设计人员通常趋向于到了后期设计才开始重视设计规则,但这一延迟往往使得更改变得更加难以实现。另一方面,从初始设计就开始重视设计规则的工程师将会设计出更可靠的产品,也更容易从设计过渡到生产。
探测和调试
如果要在复杂的设计中确定潜在的制造问题,一个实用技巧是使用正确的调试和测试接口。工程师通常可以通过两种主要方法来提高其电路测试、调试或故障排除能力。一种方法是在产品设计中添加探针垫片和各种测试接口。另一种方法是在进行初始设计的同时开发生产级测试夹具,以确保更多的可重复验证测量。
在开发过程中,工程师经常使用手动探针来排除电路故障。但是,手动探针经常会产生测量误差,并且可能会导致工程师对电路性能作出不正确的假设。在设计和制造时,为工程师提供产品性能的详细信息是至关重要的。因此,设计人员必须考虑如何以可重复的方式来探测系统的性能,同时对电路的阻抗影响最小。在设计初期考虑探测需求可帮助确保电路布局和元器件的放置方便工程师进行正确的性能探测。
工程师由于成本原因往往不愿意使用板卡间连接器。如果工程师考虑到衰减因素,并使用正确的探针和焊盘图案,则探针可作为一个可行的解决方案。对于低频率(低于100 MHz)应用,设计者经常使用“弹簧”式探针来测量特定PCB印制线的信号。这些探针因其弹簧机械作用(类似于弹簧单高跷)而得名,与合适的探针垫片一起使用时效果非常好。但是对于RF频率应用,弹簧式探针及焊盘垫很容易受到一系列高频相关寄生行为的影响,这些行为可能会影响阻抗匹配和插入损耗等电气性能。
针对射频和微波频率有几种探测解决方案,一种行之有效的解决方案是利用宽带同轴探针。同轴探针,如图所示的Everett Charles K- 50L,具有SMA连接器,便于连接至频谱分析仪或功率计。虽然探针和探针焊盘垫可用于许多情况,但射频工程师通常不愿意使用探针垫片,因为它们可能会产生破坏性电容,降低电路的性能。一个常见的解决方法是根据实际的电路板印制线来设计探针垫片。例如,设计者如果知道之后会用到RF探针,就可以针对这种探针进行电路板的几何形状(例如印制线宽和接地层间距)设计,而无需特定几何形状的焊盘垫。在某些情况下,可以使用表面组装元件焊盘作为探针垫,从而让工程师能够在元器件拆除的情况下通过匹配的接口探测电路。
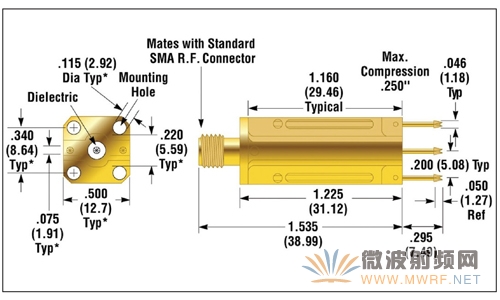
图1. Everett Charles同轴探针的原理图。
另一种适用于验证和生产测试的有效解决方案是使用带有集成开关的同轴连接器。在该方法中,单刀双掷开关通过连接探针的机械作用进行驱动。因此,当探针未连接时,该开关自动连线至一个接线端,探针接合时,则连接至另一个接线端。这一集成的连接器/开关探针最初是针对手机行业而设计,用于断开天线,以通过连接器来测量RF功率。现在,射频工程师有了各种频率在12 GHz及以上的高性能设备可供选择。
最佳电路布局实践
可制造性设计中一个重要却往往被忽视的因素是关键电路的隔离,如图2所示的典型接收器的结构图。为了充分确定单个元器件的性能,设计人员必须能够将放大器和混频器隔离开以及将混频器与本地振荡器隔离开。如果合成器没有通过任何接口直接连接到混频器来隔离放大器和混频器,会使合成器潜在故障问题的排查变得更加困难。通过将这些接口分离以及单独测试每个部分,工程师可以使用更复杂的元器件来准确地进行故障排除。分离重要接口有若干个种方法。其中一种方法是通过物理方式来隔开每个子组件的布局,然后通过SMA等同轴连接器来连接它们。但是,SMA连接器往往会增加设计尺寸和成本。集成开关/连接器组件(例如以上所述的组件)提供了一个很好的解决方案,因为它们能够很好地连接放大器、混频器和本地振荡器,而几乎不会产生任何插入损耗。
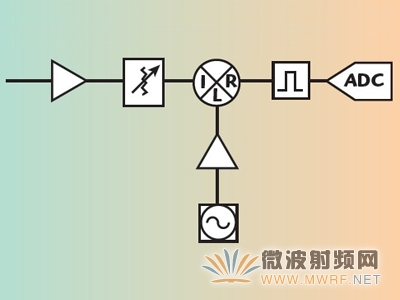
图2. 典型的收发仪架构。
通过可复用测试代码来关联测量数据
测试工程师经常面临的另一个问题是将生产数据与验证测试过程中获得的测量结果关联起来。数据关联之所以困难有几个原因,包括不同测试设备的使用、测试夹具的影响以及物理环境的改变。其中最容易解决的一个问题是验证和工程生产测试使用不同测量算法造成的误差。
一般来说,研发小组通常需要拥有性能非常高的设备才能确保仪器的规格限制不会影响验证测试结果。而大规模生产作业所需的大量仪器而通常需要生产测试设备的成本能够最优化。然而,由于验证测试和生产测试的需求不同,企业往往使用完全不同的测试设备– 因而导致了测量数据无法关联等问题,另外还需要工程师花费额外的精力去编写测试软件。
由于测量算法之间的不同会导致测量结果的差异,提高验证和生产测试相关性的一个最简单步骤是确保所有测量使用的是相同的测量算法。工程师可以通过一些方法来确保算法的标准化,如:
• 使用运行于PC(或PXI系统)而不是测试仪器上的软件算法;• 在验证测试和生产测试使用中类似的测试设备(同一供应商);• 使用业界定义的测量,如根据IEEE标准定义的测量。
其中,确保测量算法标准化最简单的方法是在产品开发的各个阶段使用来自同一供应商的仪器。该方法还可帮助工程师在生产测试阶段更轻松地利用用于验证测试的测试代码。
将验证测试代码复用于制造测试
尽管将验证测试代码复用于生产中似乎是一个显而易见的最佳做法,但这对软件架构有特殊要求。例如,想要在生产测试中利用设计验证测试中的代码,采用模块化、分层式软件架构是至关重要的。在编程验证测试所需的软件时,工程师通常会为了尽快的写出代码而忽略代码架构或长期可支持性。但是,由于验证测试所需的测量很多与工业测试是一样的,因而确保验证测试代码的灵活性是非常重要的。
编写测试软件代码中一个简单的最佳方法是采用硬件抽象层。该方法是将对特定设备的底层驱动调用封装在更高级的函数中。这种方法使得未来修改测试代码、添加额外设备的工作变得更为简单,而不需要大范围地重写。如图3所示,使用硬件抽象层需要测试代码的架构能够让特定仪器的驱动程序调用包含于该仪器产品系列的函数调用框架之中。虽然这需要更周全的前期设计,但使用硬件抽象层可提高测试代码的复用率,最终减少测试软件开发的时间。请注意,相比于其他本身具有层次性的编程语言,比如NI LabVIEW系统设计软件或其他类似的语言,硬件抽象层的层次性相对更为直接。
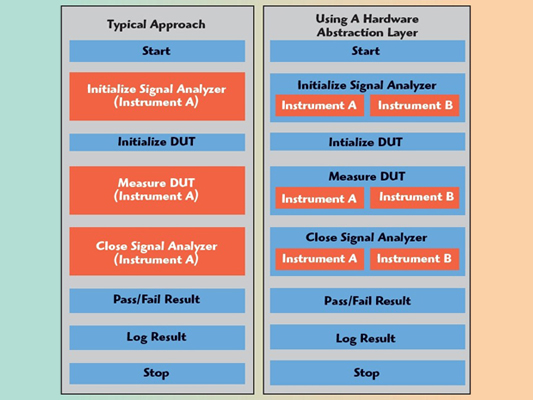
图3. 传统方法与硬件抽象层方法比较。
请注意,图3 所示架构中重要的一点是将配置待测设备的代码和配置仪器的代码分开。虽然待测设备的配置和仪器的配置通常并行进行,但最好还是将这两个任务独立开来。在某些情况下,尤其是测试速度成为最重要因素时,测试执行软件能够自动配置两个独立的函数调用,使其并行执行。
验证和制造物理环境的一致性
工程实验室的物理环境通常与制造工厂的物理环境大相径庭。尽管这似乎违背常理,但制造工厂的环境变化往往远多于实验室。此外,温度变化、电力质量问题甚至是来自其他设备的虚假响应都可能会影响测试结果。因此,最后一项最佳实践就是确保验证测试过程中的物理环境与生产工厂的物理环境完全一致。
虽然生产环境中存在各种会影响测试结果的挑战,但温度变化可能是最显著的一个。在制造工厂中,高密度的电子设备会散发大量不断变化的热辐射。此外,其他的简单因素也可能影响局部环境温度,比如测试设备位于空调出风口下方或者靠近门口。因此,虽然条件理想的制造工厂可能在大范围内可以很好地控制环境温度,但要控制待测设备的局部温度还是非常困难的。这些温度变化不仅会影响设备的准确性,还会在很大程度上影响待测设备的性能。
在我多年的制造经验中,我曾亲自观察过有的工厂将环境温度控制在1℃以内,但特定测试站的局部温度波动却高达10℃。这里举个例子说明温度对测量质量的影响,对于典型的高频放大器,温度每变化1℃,功率的变化可达0.03 dB。仪器和复杂的设备通常在一个信号链中会用到多个放大器——因而温度变化导致的功率误差将迅速累加。如果要将输出功率调整至功率放大器所需的较小范围,如±0.5分贝(或更小),则如此大的温度变化将会导致严重的问题。
降低电磁设备造成的温度变化的一个最好方法是确保良好的空气流通。此外,每次进行RF测量时(无论是验证阶段还是制造阶段)顺便进行温度测量是非常有好处的。尤其是在较大型的PCB设计中,板载温度传感器是监测温度的有效方法之一。通过监测温度,工程师可以将每次的RF测量与环境条件相关联。因此,温度数据通常可以用于解释验证和生产测试结果之间的差异。
夹具
另一种在验证阶段中重现制造环境的方法是使用标准化的夹具。对于许多企业,夹具通常到了产品开发过程的生产阶段才会被重视。虽然夹具对测量性能可能会产生正面或负面的影响,但开发周期的早期阶段使用符合制造要求的夹具是非常重要的。夹具的设计和制造应该与早期设计或初始设计同时进行。
在特性描述阶段,设计测试工程师往往会使用较差的布线解决方案,如使用很难反嵌的劣质缆线或连接器。该阶段如果使用用于生产测试的高质量夹具,则有以下好处。首先,在验证测试使用夹具可提高测量的可重复性和稳定性,进而提高测量质量。其次,也是更重要的一点,在验证过程中使用质量较好的夹具往往可以帮助工程师更好地将验证测试结果和生产测试结果关联起来。如图4所示的板卡级夹具。
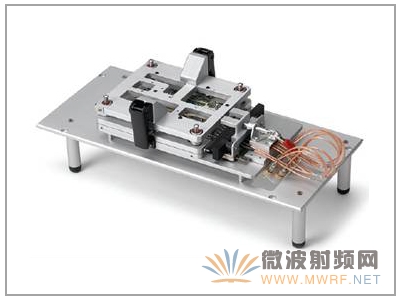
图4. 板卡级验证和制造测试夹具。
符合制造要求的夹具也使得工程师只需与操作人员进行少量的沟通就可测试DUT。常用的制造级夹具可为射频/模拟测量、控制I / O以及直流电源提供可重复接口。此外,夹具还可以屏蔽电磁等重要环境干扰因素,同时具有更好的散热效果。夹具还可最大程度减少人手的接触– 该因素也会影响产品的热特性。
电磁辐射
确保验证和生产阶段物理环境一致性的最后一个方法是测量和补偿(如果有必要)电气环境。一般情况下,验证实验室的电气干扰相对较少。由于实验室中需要测试产品和电子设备都比制造工厂少,因而干扰因素也较少。在某些情况下,如果验证实验室使用屏蔽性能好的外壳,可保护DUT不受外界杂散辐射的影响。
进行验证测试时,一个重要的最佳的办法是在实验室里重现制造环境。例如,可以使用频谱分析仪来测量电磁辐射干扰,然后在验证实验室中使用其他DUT来重现这一干扰。其他需要重现的干扰因素包括电源变化。在电源稳定性更为重要的环境中使用制造设备时,对电源进行分析尤为重要。通过在验证测试过程中仿真制造测试,工程师可以预测测试系统的鲁棒性,同时还可确定对测试限制的影响。这样可以预防制造初期可能产生的测试问题。
结论
随着电子行业的竞争日益激烈,更快速地从产品设计过渡到制造测试的能力已经对于企业越来越重要。正如本文所述,工程师必须提高对可制造性设计、测试代码开发以及制造环境条件的认识。在设计初期考虑这些因素将可帮助工程师大幅提高效率,快速从产品设计过渡到产品制造。
更多NI射频和无线测试产品与应用解决方案,欢迎访问:ni.com/rf
Bill Reid是美国国家仪器公司的首席硬件架构师,拥有29年的射频/微波行业经验。他在微波产品设计、开发制造测试系统、客户咨询以及行政管理等方面都具有丰富的专业知识。他加入NI已经有12年,担任过商业和技术管理者。除了系统和板卡级设计经验,Bill还拥有丰富的计量经验,负责为NI射频产品制定校准流程和精度模型。在加入NI之前,Bill曾受聘于通用动力、EG&G、德州仪器和诺基亚手机公司。Bill拥有伊利诺大学芝加哥分校的电气工程学士学位和加州州立大学富勒顿分校的硕士学位。